Liha peenestamise seadmed
Liha peenestamisega vähendatakse lihatükkide mõõtmeid vajaliku suuruseni. Peenestusaste erineb suuresti, olenedes tootest, kasutatavast tehnoloogiast, seadmetest jne. Peenestamisel on kaks eesmärki: 1) toodete ühtlase kvaliteedi tagamine tooraine osade ühesuguse suuruse ja ühtlase jaotuse tõttu; 2) õrnuse suurendamine, sest liha koostisosad on purustatud (Rei, 2004).
Lihahunt
Toorvorstide tootmiseks on vaja liha esmalt jämepeenestada, milleks kasutatakse lihahunti ehk tööstuslikku hakklihamasinat.
Lihahunt
Toorvorstide tootmiseks on vaja liha esmalt jämepeenestada, milleks kasutatakse lihahunti ehk tööstuslikku hakklihamasinat.

Lihahunt on masin, mis surub rõhu all tiguvõlli abil liha ja lihajäägid horisontaalselt paigutatud silindrisse. Silindri lõpus on purustussüsteem, mis koosneb tähekujulisest lõikurist ja statsionaarsetest jahvatamisplaatidest. Jahvatamisplaatide vahe on tavaliselt 1-13 mm. Tiguvõll surub liha läbi purustussüsteemi ning väljub masinast jahvatusplaatide aukude kaudu peale seda, kui see on peeneks hakitud lõikurite poolt. Lihtsa ehitusega hakklihamasinal on kõigest üks lõikur ja jahvatusplaat, kuid enamasti koosnevad süsteemid mitmetest üksteisele järgnevatest eelmainitud osadest. Hakklihamassi jämeduse määrab ära viimase jahvatusplaadi aukude diameetri suurus. Külmutatud liha ja lihajääkide, milles on rohkesti sidekude, jaoks tuleks kasutada esmalt suuremate aukudega jahvatusplaate ning seejärel alles soovitud suurusega jahvatusplaati.
Lihahundi peenestusastet saab reguleerida lõikemehhanismi reguleerimisega umbes 100-grammistest tükkidest paari mm-ni. N-ö klassikalisi peenestusastmeid on hundi puhul kolm:
1) peenestamine nn neerurestiga paarikümne- kuni sajagrammisteks tükkideks, mida kasutatakse siduslihatoodete valmistamisel, kui on ette nähtud liha masseerimine või tumbleerimine;
2) nn šroti-peenestus (väljumisresti avad 16-25 mm), šrott soolatakse ja peenestatakse teist korda hundis (2-3 mm-ni) või kutris; šrotti võib lisada ka peenpeenestatud lihale vorsti struktuuri/mustri andmiseks;
3) peenestus 2-3 mm-ni, mis toorsuitsuvorstide puhul jääbki lõplikuks peenestusastmeks.
Vorstide valmistamiseks kasutatava peki peenestamiseks ei sobi hunt, sest seal võib toimuda liigne peki muljumine ning pekk võib kuumtöötlemisel laiali valguda (Rei, 2004).
Kutter
Jämepeenestusele järgneb lihamassi peenpeenestus, milleks kasutatakse kutrit.
Lihahundi peenestusastet saab reguleerida lõikemehhanismi reguleerimisega umbes 100-grammistest tükkidest paari mm-ni. N-ö klassikalisi peenestusastmeid on hundi puhul kolm:
1) peenestamine nn neerurestiga paarikümne- kuni sajagrammisteks tükkideks, mida kasutatakse siduslihatoodete valmistamisel, kui on ette nähtud liha masseerimine või tumbleerimine;
2) nn šroti-peenestus (väljumisresti avad 16-25 mm), šrott soolatakse ja peenestatakse teist korda hundis (2-3 mm-ni) või kutris; šrotti võib lisada ka peenpeenestatud lihale vorsti struktuuri/mustri andmiseks;
3) peenestus 2-3 mm-ni, mis toorsuitsuvorstide puhul jääbki lõplikuks peenestusastmeks.
Vorstide valmistamiseks kasutatava peki peenestamiseks ei sobi hunt, sest seal võib toimuda liigne peki muljumine ning pekk võib kuumtöötlemisel laiali valguda (Rei, 2004).
Kutter
Jämepeenestusele järgneb lihamassi peenpeenestus, milleks kasutatakse kutrit.
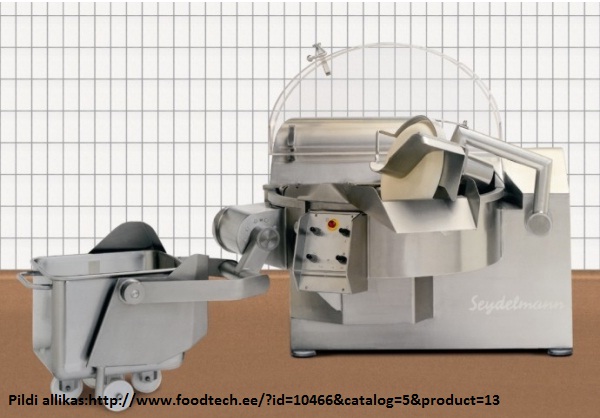
Kutris toimub vorstitaigna täielik valmistamine, s.o tooraine peenestamine ja komponentide segamine (Rei, 2004). Kasutatav tooraine võib olenevalt kutrist olla jahutatud või külmutatud. Kutri töömehhanismideks on etteandemehhanismiga töötav pöörlev kutrikauss, seda katvad kaaned ja nugade komplekt e. peenestusmehhanism. Kutrikausi tagumine osa on kaetud kaanega. Kaane ja kausi vahelises osas pöörlevad nugavõllile paigaldatud sirbikujulised kutrinoad. Roostevabast terasest kutrikauss tiirleb 14-16 korda minutis ja terad pöörlevad umbes 3000 korda minutis (Wedliny Domowe, 2012).
Kuterdatava tooraine jahutamiseks võib kutrikausi all paikneda külma vee pihustussüsteem või –särk. Jahutamiseks kasutatakse ka jääd.
Seadme töö kontrollimiseks on nad varustatud kontrollpaneeliga, millelt on võimalik erinevaid parameetreid (segu temperatuur, nugade võlli pöörete arv jne) jälgida või programmeerida erinevate toodete töötsükleid (sh vee lisamine, seadme väljalülitamine teatud aja järel, kutrikausi pöörete arvu või temperatuuri saavutamisel).
Kvaliteetse toodangu saamiseks on oluline nugade teravus. Teritatud nugade puhul on vibratsiooni vältimiseks oluline jälgida nugade tasakaalu. Selle kontrollimiseks kasutatakse vastavaid abivahendeid ehk nn balansiire. Seejuures lülitub seade kutrinoa purunemisel suuremate purustuste vältimiseks välja.
Järgnevalt on toodud kutri tööd tutvustav video.
Kuterdatava tooraine jahutamiseks võib kutrikausi all paikneda külma vee pihustussüsteem või –särk. Jahutamiseks kasutatakse ka jääd.
Seadme töö kontrollimiseks on nad varustatud kontrollpaneeliga, millelt on võimalik erinevaid parameetreid (segu temperatuur, nugade võlli pöörete arv jne) jälgida või programmeerida erinevate toodete töötsükleid (sh vee lisamine, seadme väljalülitamine teatud aja järel, kutrikausi pöörete arvu või temperatuuri saavutamisel).
Kvaliteetse toodangu saamiseks on oluline nugade teravus. Teritatud nugade puhul on vibratsiooni vältimiseks oluline jälgida nugade tasakaalu. Selle kontrollimiseks kasutatakse vastavaid abivahendeid ehk nn balansiire. Seejuures lülitub seade kutrinoa purunemisel suuremate purustuste vältimiseks välja.
Järgnevalt on toodud kutri tööd tutvustav video.
